2022-03-29 17:30:35 0
超級發光字,作為新一代發光標識先驅,樹脂發光字的終結者。具有亮、快、省、精、質五大優勢。超級字注重細節,重視環保,產能高效,輔以個性化配置,強調美觀及耐用性。本期文章為您講解超級發光字制作工藝流程:
1,鋁邊帶成型。對鋁型材進行開槽、折彎、開槽的過程中注意開槽的深度和角度以免后期發生斷裂現象,折彎的過程中精度要高度保持圓弧完美。
2,調膠。用高精度電子秤一比一的液態材料進行稱量調配,在一個容器里面用專業的攪拌器快速攪拌5-10分鐘為宜。
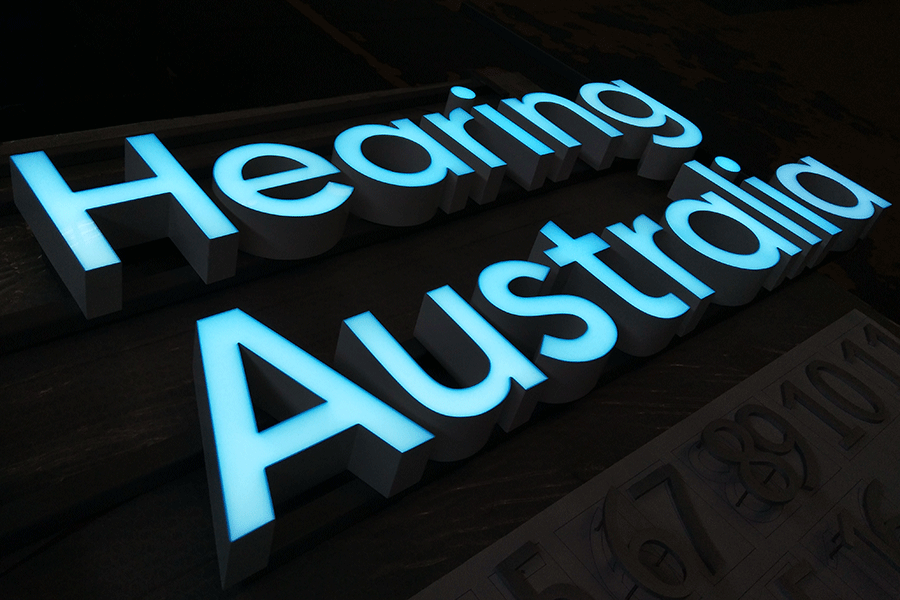
3,灌膠。首先把超級發光字字殼放在一個特質制作臺上,然后將調好的液態亞克力澆灌在字殼內槽,經過高溫固化就形成一塊高透光的面板。液態亞克力澆灌使面板與金屬字殼實現無縫對接,密封性好、無包邊。下面不能有空隙否則會流膠導致產品變形或者報廢,這一項杜絕了漏光現象的發生,字體的棱角線條感也更加突出立體感強。
4,靜電噴涂。超級字美不美觀就看噴漆制作的工藝是否完美,靜電噴涂通過輸送鏈進入噴粉房的噴槍位置準備噴涂作業。靜電發生器通過噴槍槍口的電極針向工件方向的空間釋放高壓靜電,該高壓靜電使從噴槍口噴出的粉末和壓縮空氣的混合物以及電極周圍空氣電離。工件經過掛具通過輸送鏈接地,這樣就在噴槍和工件之間形成一個電場粉末在電場力和壓縮空氣壓力的雙重推動下到達工件表面,依靠靜電吸引在工件表面形成一層均勻的涂層。
5,烘烤固化。噴涂后的工藝要放入烤箱固化,并保溫相應的時間,從而得到我們想要的工件表面效果光滑。這是在固化工序上應注意的。
6,超級發光字底殼。超級字字殼經雕刻底殼、折彎字殼兩道工序制成,包括底板的卡槽在內,其無需使用焊接技術,這也是一體化的體現。一方面提高了生產效率,另一方面提高了超級字的精密度。超級發光字除了精美的外觀之外,也是發光標識中的佼佼者,長期在惡劣戶外環境使用不會出現發黃和開裂現象,能抵御復雜的外部環境,廣告效果持久力強。
7,裝燈與安裝。超級發光字底殼裝燈常用的就是S型燈帶和模組,底殼一般都是用鋁塑板和較好的PVC,裝燈的同時要注意線頭和模組的脫落,以免影響超級字燈光和光源的發射及美觀。安裝時務必注意超級發光字正面的摩擦和磕碰。







